PIEL CRUDA
El objetivo de las siguientes consideraciones sobre el "recibo de pieles crudas" y su inserción en el proceso de industrialización en una "curtiembre", es divulgar y promover los procesos de mejora de la materia prima-cuero, los métodos y normas técnicas desarrolladas en Mercosur a tal efecto, y procedimientos adecuados para conservar la piel desde que el animal nace hasta el comienzo del proceso en la curtiembre.
Confiamos que a través de nuestro trabajo todos los agentes directa o indirectamente involucrados en esta etapa:
se sientan interesados en participar en este proceso de mejora continua en el que pretendemos aportar el feed-back suficiente para crecer en el conocimiento de estos temas.
Conocida la vastedad y complejidad del tema que se convoca en esta "etapa 0" del diagrama interactivo resulta impensable tratar en esta primera comunicación, desarrollar en profundidad, todos los aspectos vinculados con EL RECIBO de pieles , cualquiera fuera el artículo final: VESTIMENTA, CAPELLADA, MARROQUINERÍA, TAPICERÍA o PELETERÍA.
Así que trataremos de discutir y resumir los aspectos fundamentales del tema, brindando una idea mas precisa sobre el potencial técnico que se dispone hoy.
Todo esto ,para que ustedes lo difundan a sus colaboradores y clientes, quienes al considerar las novedades, desearán verificar y compartir el rendimiento esperado.
Por otra parte , esta discusión pretende generar autoevaluación, del logro ya alcanzado, así como robustecer criterios para disminuir los riesgos y afianzar técnicamente el futuro de este trabajo que es la primera función de una curtiembre, o sea, evitar la putrefacción o "solapa", de las pieles recién removidas del animal en el matadero o frigorífico.
2) MANEJO DEL GANADO Y FACTORES DETERMINANTES DE SU CALIDAD
Veamos a continuación algunos defectos que presentan las pieles de los animales vivos y que pueden contribuir a disminuir los agentes y técnicos agropecuarios.
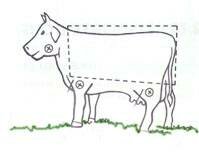
A) MARCAS DE FUEGO:
Ocasionadas por quemaduras para el grabado de letras, cifras o figuras, con un signo de hierro ardiendo, principalmente en la culata, raras veces en testuz, cuello o barbilla.
Frecuentemente son varias marcas.
Son visibles fuertes cicatrices en el curtido, muchas veces atraviesa todo el corte transversal de la piel. Esas partes no son utilizables para el cuero.
Qué puede hacer un empresario ganadero en esto del marcado de sus animales para contribuir, a un mejor aprovechamiento de la superficie de los futuros cueros de la curtidora ?
Nosotros aconsejamos: Que la marca del ganado se haga en cara o en las patas del animal. Esta marca no debe tener mas de 11 cm de diámetro.
B) OTROS DEFECTOS DEL ANIMAL VIVO
 Infestación por larvas (moscas de los bovinos)
Infestación por larvas (moscas de los bovinos)
Este tipo de infestación se conoce también con los nombres de Warble Fly en USA, infestación por larvas, gusano del ganado, mosca de los bovinos, cucas del ganado, mosca zumbadora, y mosca de las mataduras.El defecto se puede presentar en dos formas bien reconocidas por los curtidores; éstas son una serie de hoyos (perforaciones producidas por la larva al atravesar la piel). A través de todo el espesor de la piel en la región correspondiente al lomo del animal producidos por la larva .Luego, cuando la larva abandona la piel y cae al suelo para pupar se ve la cicatrización de estos agujeros. Ambos signos de la infestación larvaria estarán presentes dependiendo la época de matanza del ganado como veremos en informes entomológicos de próximos ciclos
3) TRANSPORTE DEL GANADO DESDE EL CAMPO AL FRIGORÍFICO
Se sabe a nivel de MERCOSUR, que el 10% de los defectos de los cueros son causados durante el transporte de la Estancia al Frigorífico.
ALGUNAS IDEAS PARA DISMINUIR ESOS DEFECTOS:
- La carrocería del camión debe ser revisada de forma de evitar puntas vivas, bulones o clavos, y lascas de maderas quebradas.
- Los bulones y clavos deben ser de cabeza redonda y colocados de adentro hacia fuera de la carrocería.
- El piso debe ser firme, evitando al ganado salir de la caja durante el transporte.
- La carrocería debe ser dividida cada 7,3 metros de largo.
- El grado de compartimiento debe estar distribuido de tal manera que el ganado no resulte ni muy apretando ni muy suelto.

- Para conducir el ganado durante la carga o descarga del camión , no usar picanas de hierro puntiagudo o roseta; utilice los bastones de choque eléctrico.
- El chofer del camión debe ser instruido al respecto de la carga que está transportando.
- Durante el transporte del ganado, lo ideal sería que hubiese una parada para calmar o descansar los animales, cada 3 horas en las rutas pavimentadas y cada 1 hora en las no pavimentadas.
- La empresa transportista debe responder por los daños causados a los animales durante el transporte.
BENEFICIOS DERIVADOS DE LOS CUIDADOS ANTERIORES:
- Aumento de la seguridad de carga en relación a accidentes con los animales, del tipo de piernas quebradas, cortes ,heridas abiertas, ojos vaciados, etc.
- La piel del ganado sin cortes, heridas abiertas y otros daños similares, representa una piel-cuero de mayor calidad y por lo tanto de mayor valor de venta.
REMOJO
El remojo es uno de los denominados trabajos de ribera. Los trabajos de ribera se caracterizan por emplearse en ellos grandes cantidades de agua, de lo cual deriva su nombre. Otros trabajos de ribera que estudiaremos posteriormente serán: Pelambre Desencalado Purgado-rendido Desengrasado Piquelado. Junto a estos procesos químicos, físico-químicos y enzimáticos, transcurren un conjunto de operaciones mecánicas, cuyo objetivo es quitar de la piel todos los componentes no adecuados para correcta elaboración de un cuero, preparando la compleja estructura fibrosa del colágeno para la siguiente fase de curtición.
MUY IMPORTANTE: los errores ,omisiones o negligencias cometidos durante el transcurso de los trabajos de ribera pueden generar cambios no deseados irreversibles en el tejido de colágeno, que lamentablemente no tendrán forma de revertirse o compensarse en las próximas etapas del proceso. Por este motivo muchos defectos del producto terminado, tienen su causa en estas zonas del proceso donde se define la calidad de la piel llamada " en tripa".
Se denomina "PIEL EN TRIPA" a la piel limpia y desprovista de tejido subcutáneo y capa de epidermis, debidamente tratada para pasar al proceso de curtición.(eventualmente sin pelo ó lana).
 2) FINALIDAD DEL REMOJO
2) FINALIDAD DEL REMOJO
Devolver a la piel su estado de hinchamiento natural y eliminar la suciedad (barro, sangre, estiércol, microorganismos) así como substancias proteicas solubles y agentes de conservación.
ALGUNOS DETALLES FUNDAMENTALES: Los remojos de las pieles en bruto (frescas ó recién desolladas, saladas y secas) dependen del tipo de conservación y el tiempo en que haya sido sometida después del sacrificio y antes de llegar a la curtiembre para su transformación en cuero. En el caso de una piel fresca que procede directamente del matadero, sin tratamiento previo de conservación, no hay mayores dificultades, pues un remojo simple (de limpieza) y remojo alcalino controlado (generalmente menos horas) hace posible pasar a las siguientes etapas de fabricación.
Veamos que pasa con las pieles SALADAS ó SECAS. Aquí el remojo no es tan sencillo, y el modo de desarrollar la rehidratación y extracción parcial de proteínas solubles no estructuradas, debe optimizarse de tal forma que la actividad bacteriana no afecte negativamente la calidad o propiedades del material a curtir.
En este caso, el contenido de agua es todavía del orden del 35-40 % y , entonces, no deberán absorber en el remojo una gran cantidad de agua. La rehidratación en estos casos se facilita, ya que el tejido de fibras de la piel en bruto mantiene todavía la misma disposición original que poseía en el animal vivo, pues la solución de sal ha obligado a las fibras a mantenerse separadas durante la conservación sin que se adhieran entre sí. Simultáneamente a la absorción del agua por la piel durante el remojo tiene lugar un fenómeno de difusión de la solución de sal desde el interior de la piel al baño, estableciéndose finalmente un equilibrio entre la concentración de sal en el baño de remojo y en el interior de la piel. 
Para que la piel absorba la adecuada cantidad de agua , debe desplazarse el equilibrio, lo cual se logra cambiando el baño de remojo, sobre todo al principio del remojo simple. Este cambio de baño es fundamental e indispensable para eliminar los microorganismos que la piel cede al agua de remojo.
Para que la piel absorba la adecuada cantidad de agua , debe desplazarse el equilibrio, lo cual se logra cambiando el baño de remojo, sobre todo al principio del remojo simple. Este cambio de baño es fundamental e indispensable para eliminar los microorganismos que la piel cede al agua de remojo.
Para tratar efectivamente los niveles de contaminación con agentes bactericidas adecuados, el tenor de bacterias y hongos en los baños del remojo simple (agua + tensoactivo) pueden ser chequeados periódicamente con la ayuda de un sistema de paleta "double face", cubierta en cada uno de sus lados con un medio diferente (uno selectivo para bacterias y otros para hongos).La mayoría de las bacterias aeróbicas Crecerán sobre el lado específico designado su crecimiento y recuento. Su crecimiento será en forma de puntos rojos (colonias) sobre la superficie de agar. Para obtener una lectura cuantitativa de los resultados, la paleta debe compararse con una tarjeta de referencia. La mayor parte de los hongos (mohos y levaduras) que contaminen los baños de remojo crecerán del otro lado de la placa, y aparecerán como estructuras filamentosas de aspecto algodonoso. La paleta de ensayo es comparada con la tarjeta de referencia a partir de la cual se puede hacer el recuento aproximado de hongos.
El proceso de remojo se puede realizar en tres tipos de reactores:



Cualquiera sea el sistema elegido, se trata de hacer el remojo en el menor tiempo posible puesto que éste interrumpe el proceso de conservación y por consiguiente se favorece el ataque bacteriano ya que, y como habíamos visto, las bacterias precisan de agua para su reproducción.
PELAMBRE
Luego de la operación de remojo, las pieles suficientemente hidratadas, limpias, con algunas proteínas eliminadas de su estructura, pasan a las operaciones de pelado, donde fundamentalmente se pretende, por un lado eliminar del corium, la epidermis junto con el pelo o la lana, y por otro aflojar las fibras del colágeno con el fin de prepararlas apropiadamente para los procesos de curtido. En general, la concentración de los productos químicos involucrados así como el tiempo y tipo de proceso serán determinantes del tipo de curtido, y particularmente de la blandura y resistencia físico-mecánica de los artículos finales.(capellada, tapicería, marroquinería, vestimenta)
Entre los objetivos del pelambre podemos destacar los siguientes:
- Quitar o eliminar de las pieles remojadas la lana o el pelo , y la epidermis.
- Favorecer un hinchamiento de la piel que promueva un aflojamiento de la estructura reticular
- Promover la acción química hidrolizante del colágeno que aumenta los puntos de reactividad en la piel , al mismo tiempo que la estructura sufre desmoronamiento en sus enlaces (trabaciones) químicas.
- Conversión en jabones y alcoholes (por saponificación de las grasas de la piel) más fácilmente solubles en agua y por ello más eliminables.
- Aumentar el espesor de la piel para poder ser descarnada y si es necesario para la definición del artículo final, también poder ser dividida.
- Extracción y eliminación de las pieles de un grupo de proteínas y otros productos interfibrilares solubles en medio alcalino, o degradables por el efecto de la alcalinidad.
3) MÉTODOS DE APELAMBRADO
- Proceso clásicoProductos químicos depilantes en contacto con las pieles remojadas en un baño (disolución-suspensión en agua), en fulones (bombos), batanes (molinetas) y/o mezcladores, etc. A través del efecto mecánico se ayuda a la eliminación del pelo y la epidermis al rozar unas pieles con otras, o con las paredes del recipiente. Con este método no se logra generalmente (hay excepciones) recuperar el pelo que se destruye y pasan a los líquidos (lo que genera serios problemas en el tratamiento de efluentes).
Veamos por ejemplo un proceso de pelambre realizado en fulón (ó bombo).
Veamos entonces los diferentes factores a considerar en la formulación de este tipo de procesos:
Cuanto menor sea el baño más concentrada será la solución y menos agua existirá para entrar en las fibras hinchándolas, con ello, se hincharán menos las capas superficiales y más fácilmente atacarán las soluciones la raíz del pelo además de atacar asimismo más rápidamente el pelo en sí. No obstante los productos depilantes por ser alcalinos hidrolizan al colágeno y no pueden sobrepasarse ciertas concentraciones sin peligro para la integridad de la piel.
Valen las mismas consideraciones que sobre el % de baño pero en sentido inverso, o sea: más cantidad de producto generará una mayor seguridad y cinética del proceso, pero será más peligroso para la piel en sí. En general se tiende a usar la mínima cantidad que asegure un buen pelado, con el baño más corto posible, consiguiéndose así los mejores resultados con el mismo costo y menor contaminación del agua.
Cuanto más alta sea ésta, menos turgencia y hasta cierto punto hinchamiento sufre la piel, y más fácil es el acceso de los productos depilantes a la raíz del pelo (poro menos cerrado),así mismo son más rápidas las reacciones químicas, menos sensible la piel al efecto mecánico, pero desafortunadamente el ataque químico, también es mayor, lo que limita el uso de temperaturas altas. En general es conveniente no sobrepasar los 30º C, o bien reducir el tiempo del proceso de pelambre.
1) Na2S (sulfuro de sodio)Por el elevado pH que comunica a la solución (sal de ácido muy fuerte y base fuerte) y su poder reductor, es el producto principal de la mayoría de los procesos de pelado. Provoca hinchamientos acusados y fuerte turgencia. Altas cantidades son peligrosas por el ataque en la piel.
2) NaHS (sulfhidrato de sodio) Es muy similar al Na2S, o sea reductor y de hidrólisis alcalina, si bien da un pH a la solución menor que el sulfuro de sodio, por ello se debe ayudar con otro producto que sea mas alcalino , como ser el Ca(OH)2 (hidróxido de calcio=cal),para que pueda actuar como depilante. Ataca menos a la piel que el N2S, y no provoca tanto hinchamiento (es un producto de acción bastante más débil).
3) Aminas (sulfato de dimetilamina y otros productos reductores, poco alcalinos que deben usarse junto con el álcali como el NaOH, u otros). Se depila bien con su uso , si bien son más caros y sólo se Usan en casos especiales o cuando los sulfuros crean serios problemas en el tratamiento de aguas residuales de una curtiembre. Por sí solos provocan hinchamiento liotrópico sin dar turgencia, si bien en el apelambrado se nota poco este efecto por estar junto con el álcali con fuerte poder de hinchamiento osmótico (turgencia).
4) Ca(OH)2(hidróxido de calcio)
Por sí solo, no tiene un poder depilante acusado e incluso puede comportarse como inmunizador de pelo, por lo que se usa como agente auxiliar junto con productos depilantes a fin de provocar por su baja solubilidad (1,4 gr/l) un efecto tampón de pH 11,5-12 Zona adecuada para el depilado. Así mismo por su efecto liotrópico especial limita el hinchamiento turgente que otros productos producen en la piel. Su escasa solubilidad puede provocar problemas de abrasión sobre las pieles y así mismo irregularidades en su efecto por fenómenos de decantación.
5) NaOH (hidróxido de sodio)
No tiene efecto depilante porque solo es alcalino y no reductor, como el Ca(OH)2 , se usa mezclado con otros productos.
Ayuda al proceso de penetración y difusión de los productos depilantes, y por el rozamiento entre las pieles, el desprendimiento del pelo y de la epidermis semi-disueltos, así como un cierto labrado de flor. Hay que tener cuidado sin embargo, ante la posible rotura de fibras que se obligan a moverse en estado hinchado y por tanto con mucha tensión. Todo esto puede generar un aumento de temperatura, que debe controlarse, máxime si consideramos las reacciones químicas del pelado son exotérmicas. También deben evitarse los fenómenos de abrasión provocados en la flor de las pieles por las paredes mal pulidas del reactor (fulón, batán,mixer u otros).
En general no es necesario un gran efecto mecánico. Sólo se necesita un efecto mecánico capaz de generar la renovación del baño sobre cada piel. El baño por lo general debe ser largo (aprox. 300 %) Este movimiento también se necesita para que la cal que tiene una muy baja solubilidad, se disuelva y penetre mejor.
Analicemos lo mas comúnmente utilizado que son los tensoactivos no iónicos emulsionantes o detergentes. Evidentemente son útiles, por facilitar tanto la difusión de los productos depilantes, al hacer mas mojante la solución, como por facilitar el contacto con las zonas grasas de la piel con los productos depilantes , y facilitar el ataque a la raíz del pelo.
CONTROLES SOBRE EL PROCESO de pelambrE y Calero
En el transcurso del proceso y al final del mismo las variables que deben ser sometidas a control son generalmente:
- pH
- Temperatura: particularmente al trabajar en zonas altas (no > 28 º C) y más aún en caso de pelambres enzimáticos.
- Tiempo
- Efecto mecánico
- Color del cuero
- Olor -Densidad (en grados Baumé= ºBé) en la solución sin filtrar y posterior filtrado.
- Tacto de la piel -Limpieza de la flor
- Control del depilado: eficacia del proceso de depilado al remover el pelo y su raíz folicular.
- Control de la hinchazón y del grado de turgencia a través de tacto manual.
- Grado de atravesamiento de los productos, haciendo un corte transversal (particularmente en pieles gruesas)
- Efectos organolépticos del pelambre y calero.
CALERO
El calero consiste en poner en contacto los productos alcalinos Ca(OH)2(el de mayor concentración), NaS2, NaHS, aminas, y todos los otros productos involucrados, sales, tensoactivos, peróxidos, etc.,disueltos en agua con la piel en aparatos agitadores (fulones, -bombos- batanes -molinetes-, mezcladores, etc.) Durante un tiempo más o menos largo, hasta conseguir la acción de los productos del calero en toda la sección de la piel, y el grado de ataque (físico-químico) deseado.
Los efectos del calero son:
- Provocar un hinchamiento de las fibras y fibrillas del colágeno.
- Ataque químico por hidrólisis de la proteína-piel aumentando los puntos de reactividad, y si el efecto drástico llega a la disolución de las fibras las convierte en una semi pasta pre-gelatina.
- Ataque químico a las grasas, productos sementantes, raíces del pelo, etc., facilitando mediante su disolución en agua su eliminación.
Los factores que determinan de modo general los resultados del calero son entre otros los siguientes:
- Cuánto mayor es el tiempo en que permanecen en contacto las soluciones alcalinas del calero con la piel, mayor será el aflojamiento estructural alcanzado.
- Cuanto más alta es la temperatura más rápido es el efecto producido por el calero, y variaciones de 2 ó 3 grados alrededor de los 20 ºC, producen cambios muy perceptibles en el resultado del artículo final. Temperaturas muy superiores a los 20 ºC, son peligrosas sin control, sobre todo en tiempos largos(1 ó mas días). Cuanto mayor es la temperatura menos turgentes se verán las pieles y viceversa. Por lo anterior la temperatura vemos que afecta tanto física como químicamente al desmoronamiento de la piel. A mayor temperatura en general corresponden pieles más blandas, algo fofas y quizás menos arrugadas, dando en general el aspecto final de un mejor cuero sino se exagera en los tiempos de este proceso.
- El objetivo es lograr con un buen efecto mecánico, favorecer la penetración en la piel y homogeneizar las concentraciones de producto entre las zonas de líquido en contacto con la piel . Si el efecto mecánico es excesivo se puede dañar la estructura de la piel por forzar a moverse fibras muy tensas, pudiendo llegar en casos extremos a la rotura de fibras y de la piel incluso (baños muy cortos y varias horas de movimiento). También deben cuidarse las paredes, palas, pivotes, etc., que tocan la piel ya que en este estado de hinchamiento la flor es muy sensible a los arañazos y al desgaste o erosión. Por ello se recomienda el uso de auxiliares de deslizamiento (deslizantes) y mover alternativamente los aparatos y no efectuar un efecto mecánico muy acusado.En el caso de utilizar fulón (bombo) la velocidad de rotación deberá ser baja ( no más de 4 rpm). Un movimiento excesivo tiene un efecto perjudicial sobre la flor.
- Como sucede en cualquier reacción química, la velocidad de reacción aumenta con la concentración , o sea que a mayor concentración, más rápidos serán los efectos del calero desde el punto de vista químico. A su vez al tener los baños mayor densidad, el hinchamiento osmótico será ligeramente reprimido, y los productos podrán actuar más en profundidad, al no hincharse en demasía las capas externas de la piel. Por este motivo, se procura empezar con baños concentrados (embadurnados, baños cortos) y diluir luego el baño cuando la piel está ya penetrada de productos. Esto asegura un hinchamiento progresivo, evitando malos efectos como:
- arrugas
- flor gruesa
- flor suelta
- posible deficiencias en las propiedades físico-mecánicas (desgarre, tracción,etc.)
REENCALADO
Aquellos cueros cuya maciez (blandura) debe ser acentuada, pueden necesitar una acción mas intensa, en la etapa del encalado. El "reencalado" consiste en el tratamiento de las pieles previamente encaladas en nuevo baño de cal. Al ejecutar esta operación se debe prestar atención especial en el tiempo y la temperatura, pues tiempos largos y temperaturas altas pueden afectar negativamente las características fisicoquímicas del cuero. Se sugiere realizar este reencalado empleando largos de baño de 200-300% de agua (a temperaturas de entre 20-25ºC) y la duración puede variar de 8 a 18 horas.
De la atenta observación de todas estas variables y su registro adecuado se podrán sacar conclusiones en casos de irregularidades en una fabricación ya establecida. En caso de modificaciones para mejora del artículo etc. debe extremarse aún más si cabe el control de todas las variables enumeradas